Escalating complexity thwarts industrialization of non-nuclear radioisotope production
In 2012, things didn’t look good for the European production of radioisotopes, the man-made radioactive elements used for medical imaging and radiotherapy. Europe’s aging research reactors producing these essential ingredients in nuclear medicine were heading for either elaborate refurbishments or permanent decommissioning. “There was a real concern that by the mid to late 2020s, there wouldn’t be enough capacity left,” says Erich Kollegger, CEO of the Institut National des Radioéléments (IRE), one of two European organizations that extract and purify radioisotopes from enriched uranium samples after irradiation at a nuclear facility.
For a robust supply of radioisotopes, at least two nuclear reactors are required. The reason is simple: it’s impossible to keep stock of a material that decays in a matter of days. So, while one reactor is refueling or performing minor maintenance actions, another is in full operation. Currently, three reactors take turns supplying raw isotope mixtures to IRE. This is how the Belgian non-profit organization manages to deliver batches of radioisotopes to facilities around the world every week, 52 weeks per year. Most of the time, that is, since there have been a few supply disruptions due to unforeseen reactor downtime over the past decade.
Faced with the possibility that its feedstock could dry up, IRE started a search for alternative technologies to manufacture radioisotopes in 2012. As luck would have it, ASML stumbled upon one a few years later. Technically, the underlying principle had been known for decades, but researchers at the Veldhoven-based semiconductor equipment manufacturer were the ones to realize that particle accelerators had become powerful enough to produce radioisotopes without nuclear reactors on an industrial scale.
That principle is simple enough: bombard an isotopically pure material with a particle beam so powerful that nuclear reactions are set in motion, resulting in the production of the desired radioisotope. This method has inherent advantages over nuclear-reactor-mediated production. As there’s no enriched uranium involved, all the associated safety concerns and regulations can be thrown overboard. Waste disposal is also greatly simplified since much less and much less radioactive waste is generated.
And so IRE, with the kind support of ASML, decided to investigate whether it’s feasible to bypass nuclear reactors in the production of molybdenum-99 (Mo-99), a precursor to the most-used radioisotope in nuclear imaging by far, technetium-99m (Tc-99m, see inset).
Engineering challenge
The radioisotope market is, up to a point, globalized and IRE needs to compete in it. The business case for the Lighthouse particle accelerator technology, as it became known, would therefore only be viable if enough Mo-99 can be produced to satisfy IRE’s 25 percent market share at or below market prices. This non-negotiable criterion proved the main driver of system complexity: for an acceptable yield of Mo-99, the particle beam needed to be very powerful and the energy needed to be concentrated on a relatively small target, roughly the size of a matchbox. The business case also dictated that the system needs to operate almost continuously: there wouldn’t be much room for downtime to change targets or perform maintenance.
Powerful beam, small target: that’s quite the cooling challenge. “You may have seen the Star Wars movie in which a Jedi carves a hole in a steel door using his lightsaber. That’s about the power density we’re talking about: able to instantly melt steel,” says Johannes Jobst, senior mechatronics engineer at Demcon, one of the major partners in what eventually was dubbed the Smart project.
Additionally, there’s radioactivity and harmful radiation to deal with. It may not nearly be as much as in a nuclear reactor, but still more than enough to trigger all sorts of safety concerns and regulations, which seep into every nook and cranny of the system’s design. Such harsh environments spark reliability concerns, for example. And it was clear from the get-go that it would never be the kind of system in which the maintenance guy simply opens up a panel to swap out a malfunctioning component – that’s too dangerous.
Taken together, that’s a lot of uncharted territory. Add to this significant time pressure – a factory the likes of which the world had never seen would need to be up and running by the end of the 2020s – and you’ve got quite the system engineering challenge on your hands.
Football pitch
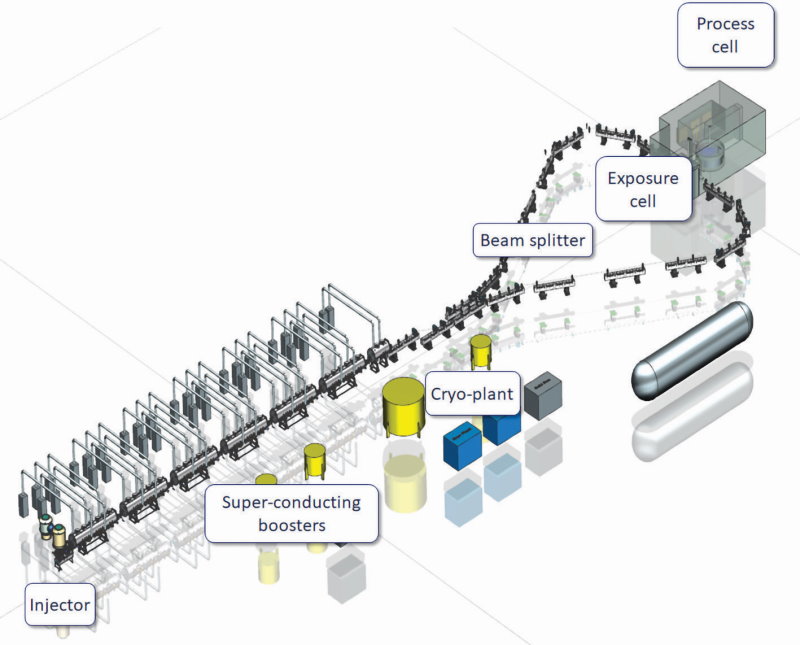
IRE kicked off the Smart project in 2017, and by mid-2018, the basic design had been drawn up for a number of partners to sink their teeth in. Germany’s Research Instruments was entrusted with building the particle accelerator producing a 3-megawatt electron beam – one of the strongest of its kind in the world. That beam would be split in two to bombard a target from two sides simultaneously. Demcon was commissioned to construct the target, the exposure cell and the harvesting system, including the associated mechanical manipulations required to handle and process the activated molybdenum targets. CEA from France was recruited to take care of the cooling system, which had to provide the cooling medium flowing through holes in the target, ie in direct contact with the target material.
“Originally, we intended to cool the target with compressed helium. As a noble gas, helium doesn’t react with molybdenum and it wouldn’t be affected by the electron beam. Unfortunately, even at high pressure and high flow, the cooling capacity of helium proved insufficient. That’s why we had to change to liquid metal as a cooling medium. We settled on liquid sodium because that’s been used before in a nuclear reactor,” says Kollegger. That now-defunct reactor was operated by CEA, and this organization is therefore one of very few in the world with the required expertise.
Sodium brings a whole new set of challenges to the table. It reacts readily with atmospheric oxygen and water, so having to deal with pipes full of the hot metal adds a lot of complexity. Kollegger: “A basic closed-loop cooling system is simple enough: a pump, piping and some kind of system to efficiently extract heat from the target and a heat exchanger to cool the medium back down. With sodium, we needed to take a lot more into account because of the material’s physical and chemical properties. The piping network became much longer and more complex than expected. For example, we needed a certain height differential to create enough pressure to avoid cavitation in the target.” In cavitation, pressure variations in a liquid cause small cavities (‘bubbles’) to form. When these collapse, shock waves are generated that can damage equipment.
The final Mo-99 factory design consisted of three levels. The middle level has the size of a football pitch, housing the accelerator and exposure unit. Sodium is pumped up from one level below, flowing back down after the cooling action to a heat exchanger. On top, on the ground floor, the harvesting unit is located, in which the Mo-99 is extracted after irradiation and replenished with fresh Mo-100. All target handling, mainly between stations, is automated.
Not-my-problem
IRE, in a supervisory role, along with Research Instruments, Demcon, CEA and a team tasked with designing an effective and safe building around the system were the main partners in the project. All worked with a series of additional partners and suppliers. Also involved were ASML, which apart from sharing what it had learned consulted on system integration, and a handful of scientists and other specialists. That’s a lot of people working together on a system design that’s bound to change as setbacks are encountered and new insights emerge as the project progresses.
“Every partner repeatedly moves through a cycle of requirements, analysis and design, test and verification, technical evaluation and cost evaluation. Given the time constraints, these stages need to run simultaneously. Taking lead time into account, you need to start ordering components to perform feasibility studies even before the analysis of the full design is complete, for example. At a certain point in time, you have to assume your design is good enough and just go with it, knowing full well that it will probably need changes. In the worst case, you’ll completely need to re-engineer it. Similarly, a lot of requirements will be discovered during the process, or they might change once feasibility studies have been completed,” says Jobst.
Concurrent engineering is challenging enough, balancing development speed against spending more time and effort than necessary. Adding to this complexity is the fact that different engineering teams cover different parts of the system, but these parts don’t stand on their own. “Different subsystems interact on various levels. Changes in one part may – and often do – affect design decisions in another,” adds Jobst.
“This is a difficult situation, in which you need a clear scope for every team to design their system while avoiding a ‘not-my-problem’ mentality: teams need to take responsibility not only for their part but for the design and optimization of the entire system. This requires a good deal of inter-team flexibility and cooperation. Given the iterative engineering process, you need specifications that people can treat as the truth but not overly rigidly so.”
Shelved
Four years in, at the beginning of February 2022, the Smart project had a breakthrough to celebrate. A millimeter-sized target survived bombardment by a 30-kilowatt beam at the Helmholtz Zentrum Dresden-Rossendorf (HZDR) for the better part of a week. At about 1:1000 scale but at full power density, the liquid-sodium cooling system, exposure unit and target holder designed by Demcon and CEA had passed their first real-world test. “It goes without saying that we were very happy with this proof of principle,” says Jobst.
Unfortunately, the cost calculations didn’t work out so well. “The technology ended up much more complex than we originally anticipated, particularly because of the liquid-sodium cooling system. This meant that the required investment increases drastically,” Kollegger explains. In and of itself, this wouldn’t have been a showstopper if Europe’s research reactor arsenal was still in danger. In the meantime, however, construction of a new reactor in France had commenced and a few others would continue operations after all. “By now, we feel much more confident about the reactor situation in Europe for the next twenty years.”
IRE wanted to make the technology work nonetheless, but it would have to compete with ‘reactor-produced’ Mo-99. And at the expected market prices, the Smart factory wouldn’t be competitive. “The business case was no longer viable.” Furthermore, with enough options out there to produce radioisotopes, there weren’t any incentives for additional investors to get on board.
And so a remarkable piece of engineering has been shelved, at least for the time being. “Until there are no more research reactors, there won’t be a need for Lighthouse technology,” Kollegger concludes.